

It is well known in the asphalt-paving industry that the correct temperature of a finished asphalt...

Often, preparing an asphalt mixture is compared to baking a cake. A contractor needs to make sure he/she has an accurate recipe and proper ingredients and that he/she blends everything at the correct ratios and “bakes” the mixture to produce a beautiful, homogeneous final product that everyone will be happy with – a blend that will perform as anticipated when properly applied on a roadway.
There are two basic types of plants that are used in the process of making asphalt mixtures: batch plants and drum plants.
Batch vs. Drum
Batch plants make small accurate “batches” of asphalt mixture through a process that is repeated over and over until the total tonnage for a project has been manufactured.
The advantages
- They offer the highest level of flexibility in production.
- They manufacture a very high-quality finished product due to the accurate measurement of each batch produced.
- Batch size and production capacity can vary based on the designs of the plants themselves.
- Due to the intermittent production process, plant operators can easily switch back and forth between different mix recipes if necessary.
Drum plants, on the other hand, prepare the asphalt mix through a continuous process and require the use of silos for temporary storage prior to the mix being trucked to the paving location.
The advantages
- There is no interruption in the production process as there is a continuous flow of aggregate and liquid asphalt into the drying/mixing chamber.
- There are several different configurations of drum plants, all depending on how the aggregate flows in relation to the hot air, which is responsible for heating and drying the materials.
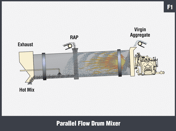
- In parallel flow, the aggregate and air flow in the same direction through the chamber.
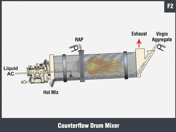
- In counter-flow plants, the aggregate and air flow in opposite directions through the chamber.
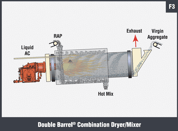
- In double drum or double barrel plants, there is an outer shell through which the aggregate flows before coming in contact with the hot air inside the chamber.
- Regardless of the configuration, it is a continuous process that creates a homogeneous mixture that can be manufactured at a high rate (sometimes as high as 600-800 tons per hour).
Common components to both styles of plants:
- Cold Feed Bins – used to meter the different aggregates into the drying chamber
- Liquid Asphalt (Binder) Storage Tanks – storage of the liquid component of the final mixture
- Drying Chamber – vital component responsible for heating and drying the aggregate through the use of hot air
- Dust Collection System – often referred to as a baghouse, it captures fine sand and dust particles and returns them to the mix
- Storage Silos – necessary for the continuous production of a drum plant, used in batch plants to increase production rates and throughput, and must be insulated and sometimes heated to prevent temperature loss
Main differences:
- In drum plants, there is no interruption in the production process as there is a continuous flow of aggregate and liquid asphalt into the drying/mixing chamber. There are several different configurations of drum plants, all depending on how the aggregate flows in relation to the hot air, which is responsible for heating and drying the materials. In parallel flow, the aggregate and air flow in the same direction through the chamber. In counter-flow plants, the aggregate and air flow in opposite directions through the chamber. In double drum or Double Barrel plants, there is an outer shell through which the aggregate flows before coming in contact with the hot air inside the chamber. Regardless of the configuration, it is a continuous process which creates a homogeneous mixture that can be manufactured at a high rate (sometimes as high as 600-800 tons per hour).
- The ways that aggregate and bitumen (liquid asphalt) are metered into the final mix are different in batch plants and drum plants. In batch plants, the aggregate and asphalt binder are weighted using load cells for accuracy. The aggregate is dried first and then weighted into the pugmill based on the agency-approved Job Mix Formulation (JMF). In drum plants, flow meters and calibrated feed belts are used to measure the liquid and aggregate components into the mixing chamber. Because the drying and mixing are done in conjunction in the drum plant, the need to regularly monitor the moisture content of the aggregate stockpiles is vital to producing a high-quality finished product.
- Another difference between the two plant types is the actual mixing of the aggregate and asphalt inside the mixing chamber. In batch plants, the pugmill uses arms with paddles attached to them, thus creating a forced or physical mixing of the components. Also, the batch times can be adjusted to facilitate more mixing of the materials when necessary. In a drum plant, the mixing is a result of the rotation of the drum combined with the flight pattern inside, which creates a falling curtain of material. The only practical way to lengthen this process is to slow down the production rate of the plant.
- In batch plants, Rosphalt® asphalt additives, supplied in meltable poly bags, are added directly into the pugmill. In drum plants, the injection point of the Rosphalt® asphalt additives can vary depending on configuration, but historically they have been added through the RAP (Recycled Asphalt Pavement) collar with the return dust from the baghouse or through a mineral filler silo and added with the aggregate into the mixing drum.
|
Typical Drum Plant Configurations |
||
 |
 |
 |
|
Illustrations Provided by Astec Inc |
||
At the end of the day, an experienced plant operator can produce a high-quality asphalt mixture regardless of the type of plant being used. There are benefits to each type, and adhering to customer or agency specifications, both have been used with great success for many years. The Rosphalt® asphalt additives offered by Chase Construction Products have been used successfully in both styles of production plant to create highly rut/shove resistant, flexural fatigue resistant, waterproofing surfaces and interlayer courses for nearly 40 years and are continued to be used where agencies require the highest performance in some of the most difficult environmental conditions for asphalt mixtures.
We are always happy to educate our customers. Contact us if you have any questions.



